





我国电厂发电是使用热力发电,这就需要使用煤,煤中含有硫,硫燃烧会生成二氧化硫,二氧化硫在空气中会被氧化成硫,硫和水生成硫酸,因此形成酸雨,酸雨严重影响环境,影响人的身体,我国是个农业大国,酸雨影响农作物的生长。所以电厂必须脱硫,减少污染的排放。
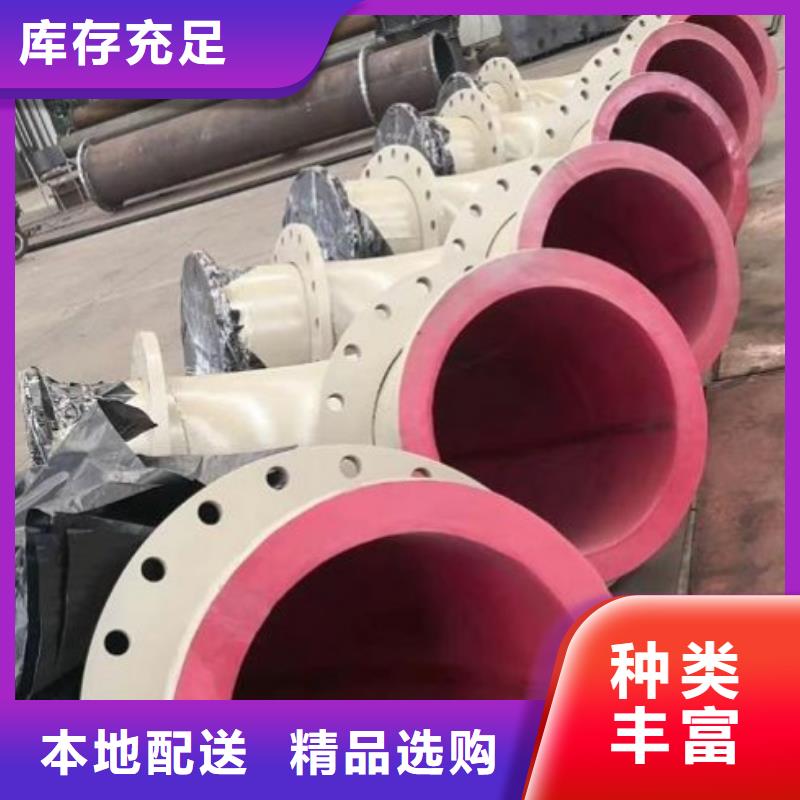
脱硫管道常见的就是衬胶管道,采用的是GB/T8163-2008标准的无缝,内衬丁基橡胶,丁基橡胶具有耐磨耐腐蚀耐高温的性能,所以内衬丁基橡胶管道完全可以胜任电厂脱硫的工作。其他材料的脱硫管道也有比如不锈钢,高合金复合钢板以及玻璃鳞片、衬层涂料均在市场上运用,但是由于成本和技术的原因不能被广泛的运用。相比于衬胶管道,其他材料的脱硫管道,成本昂贵,技术困难,不耐用。衬胶管道没有这些问题,工艺先进,制造简答,工期短,易修补。在脱硫系统中,很多大口径管道往往使用一次就需要替换,这造成了很大的资源浪费,而经过研究总结发现这些大口径外部钢体经过焊接重新衬胶后还能继续使用,局部经过修复后可以直接使用,采用先进的冷硫化修复方式可以直接修复使用,即修即用,大大降低了电厂更换与维护成本。



纵横机械制造有限公司坐落于空港产业集聚区,交通发达,物流便捷。主营产品: 吉林吉林衬四氟管。公司秉承“诚信、优质、共赢”的经营理念,坚持用户至上、服务周全原则,用心解除客户所忧;以科技服务和优质产品服务客户;始终坚持以“想顾客之所想,急顾客之所急”的经营理念,不断前行;公司坚持技术的力量、不断创新、不断超越,与客户共成长。


现在许多电厂里输送石灰浆液的介质的一般都改造为了衬胶管道,下面我就简单给大家介绍一下衬胶管道的工作原理吧!在电厂衬胶管道运转时候,正常温度都在40°C-80°C之间,随着石灰浆液的流动,必须设计好衬胶管道的方向。像电厂衬胶管道一般所用的内衬橡胶板都是耐磨、耐腐蚀、耐酸碱的,这些特点证明了衬胶管道的优势。它正常使用5-10年没问题,厂家质保期是1年,在当中时间内出现了任何问题厂家都负责修补、或者重做。质量您放心!客户至上、质量 。
衬胶管道的硫化方法:小型设备内壁贴胶后可采用传统的硫化方法, 即把衬胶的设备送入硫化罐中, 再通入压力蒸汽进行硫化, 大型压力容器衬胶后,可直接通入蒸汽进行硫化, 即本体硫化。而大型非压力容器衬胶后的硫化方法, 现有以下四种:
( 1) 热水硫化法: 即在设备内壁粘贴未硫化胶片后, 注满水, 再通入蒸汽, 保持水沸腾, 天然橡胶硫化1~2 天, 丁基橡胶硫化5~7 天。
( 2) 常压蒸汽硫化法: 即在设备内壁粘贴未硫化胶片后, 向设备内通入常压蒸汽, 天然橡胶硫化1~2 天, 丁基橡胶硫化5~7 天。以上两种硫化方法称热硫化法, 首先现场必须有蒸汽设备, 对于特大型容器需要每小时提供2 270kg 的蒸汽,衬胶管道标准, 如此之大的供汽量超出了许多工业设备的能力,衬胶管道长度, 衬里胶采用热硫化法, 其成本是相当高的。
( 3) 预硫化法: 即将已硫化的胶板粘贴到设备内壁上, 要求所有胶粘剂能使硫化胶板粘结牢固并能自然硫化, 放置15 天以上设备即可使用。此法的优点是硫化胶板储存运输方便, 但缺点是粘结力不高, 复杂结构的设备及拐角处不易粘贴牢固。
( 4) 自然硫化法: 即把未硫化胶板粘贴到设备内壁上, 在自然条件下放置7~30 天或1~3个月, 胶板及粘合剂均已自然硫化。此法的优点是施工粘贴胶板方便、容易、粘结力高于预硫化法, 勿须加热硫化, 成本低,是化工设备防腐衬里较有发展前途的方法。是世界各国研究的重点。
衬胶管道、衬胶管件在做完之后,蒸汽硫化这一步为关键,如果硫化不好,就会影响衬胶钢管及衬胶管件的质量问题,所以我们必须在这方面慎重。



